At Sonimax Elevators, we align ourselves with the vision of restructuring the vertical commute experience in response to the growing challenges of modern infrastructure through customized elevator solutions. Focused on issues of safety and innovation for the customer, we take pride in being one of the leading companies for elevator systems, supported by the best available technology and ecological designs. Every ride you take should not only be smooth and reliable but also contribute toward achieving a sustainable future.
Founded with a vision to revolutionize the elevator industry, Sonimax Elevators has grown to become synonymous with excellence in engineering and a customer-centric orientation. Our team comprises highly skilled professionals with years of collective experience in every project we undertake, allowing us to remain at the forefront of innovation in vertical transportation. We believe that an elevator is not merely a machine but an integral part of modern urban life, seamlessly blending with architecture while enhancing both user comfort and safety.
Our innovative approach is at the core of everything we do, and Sonimax Elevators focuses on cutting-edge technology to optimize both performance and efficiency in our elevators. We continually advance with the latest innovations—from intelligent traffic flow management systems within towering skyscrapers to energy-efficient solutions that reduce environmental impact. These smart systems utilize predictive algorithms to minimize wait times, ensuring elevators operate at peak efficiency regardless of the time of day, creating a smooth, stress-free experience for passengers.
"Our mission at Sonimax Elevators is to deliver superior, customized elevator solutions that prioritize safety, innovation, and sustainability. We are dedicated to advancing vertical transportation with energy-efficient designs and intelligent technology, providing smooth, reliable, and eco-conscious experiences. Through exceptional engineering and customer-focused service, we strive to set new standards of excellence in the elevator industry while contributing to a greener future."
"At Sonimax Elevators, our vision is to revolutionize vertical transportation by providing innovative, safe, and eco-friendly elevator solutions that seamlessly integrate with modern infrastructure. We are committed to enhancing user comfort and efficiency through cutting-edge technology while reducing environmental impact. By prioritizing sustainability and excellence, we aim to lead the future of the elevator industry with customer-centric solutions."
Elevate your home with a fusion of luxury, innovation, and precision engineering.
Sonimax Elevators seamlessly blend Italian elegance with Indian innovation to provide tailor-made home elevators that reclassify sophistication. With meticulous color, texture, and upholstery customization, each element of our home elevator lift solutions embodies your own individuality.
Our Home & Mobility Series is driven by advanced technology, offering quiet-as-a-whisper, energy-conserving performance. Designed for smooth integration into your environment, our home elevator lift systems make movement easy while prioritizing comfort and safety.
More than a lift—Sonimax is a declaration of elegant living through stunningly designed home elevators.



Advanced Authentication System
We use biometric, numpad, and RFID tech to control the elevator. This boosts safety and makes access management easier, ensuring passengers feel secure.
Multi-beam Light
Curtains

Staged Safety
Gear


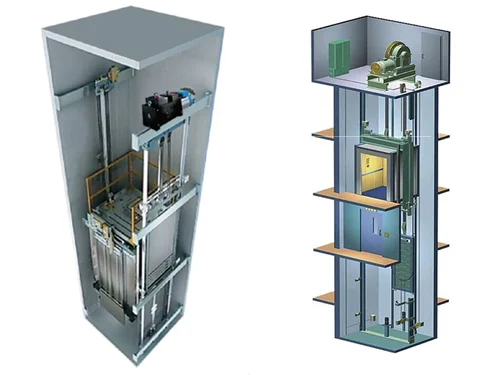
Through our expertise in Engineering, we have developed a High-Quality Gear-less Home Elevator. The result is a high-performance addition to your home that you can hardly hear, even when you put your ear right next to the walls. Select furnishings from our beautiful cabin styles and options, and you've got the perfect home elevator.


In today’s world, energy efficiency is paramount, and Sonimax Elevators stands at the forefront of revolutionizing vertical transportation by prioritizing sustainability. Our elevators are engineered to not only elevate people but also elevate energy efficiency to new heights.


Our elevators are equipped with intelligent control systems that adapt to usage patterns. They optimize elevator operation by predicting passenger demand, reducing unnecessary stops, and minimizing idle time—all while conserving energy.


In case of power failure, our home elevators will continue to work from a battery, allowing the user to reach the ground floor safely. It is also possible to connect a fire alarm system to the main electronic board.

Primary Battery
Standard in all elevators.Secondary Battery
Exclusive to Home elevators.Trap Door on Top of the Cabin
Provides an emergency exit for safety in critical situations.Manual Emergency
Located on doors at every floor.
Mechanical Button (Hydraulic)
Pull Lever System
(Gearless)
Lift SOS
Instant emergency alert system.







Sonimax uses synchronous variable motor and V3F closed loop control system. This technology enables doors to open and close comfortably with low noise, greater stability and delivers reliable performance. The doors also come with Anti-Squeeze technology and are E120 fire resistant according to EN81-58 norms.

Our advanced grease-less rails are crafted from self-lubricating materials, eliminating the need for traditional lubricants. This innovation not only removes grease and dust accumulation but also addresses their root cause lubricants. By reducing friction, these rails prevent early wear and tear, ensuring smooth, efficient, and long-lasting elevator performance without the hassle of maintenance.
Prevention is key, and with EFRS, we keep you informed of any elevator errors. For instance, if your emergency batteries run low and you neglect the warning, the system takes over, safely stopping the elevator and opening the doors, ensuring you’re never stuck inside.

Personalized Music
to match your mood and style
Face Recognition
for secure and personalized access
Volume Control
for a tailored audio experience

Brightness Management
for optimal visual comfort
Voice Recognition
integration with Alexa Technology
Customizable Screen Savers
to reflect your personality

"Exceptional service! The elevator installation was smooth, and the team at Sonimax Elevators ensured every detail was perfect. Highly recommend their professionalism and expertise."
"Outstanding customer care! provided a hassle-free experience from start to finish. The team's attention to safety and efficiency sets them apart. A reliable choice for all your elevator needs."
"Impeccable elevator installation! Sonimax Elevators showcased remarkable efficiency in setting up our elevator. Their precision and attention to detail exceeded expectations. Kudos to the team"
"Top-Notch Elevator Maintenance!!! I have bought rope drive from Sonimax, their team responds promptly, and their technicians are knowledgeable and friendly. Trustworthy service"
"peace of mind for elderly parents! allowing me to focus on my work abroad. Their professionalism and reliability shine through, providing comfort for my elderly parents. highly recommended"